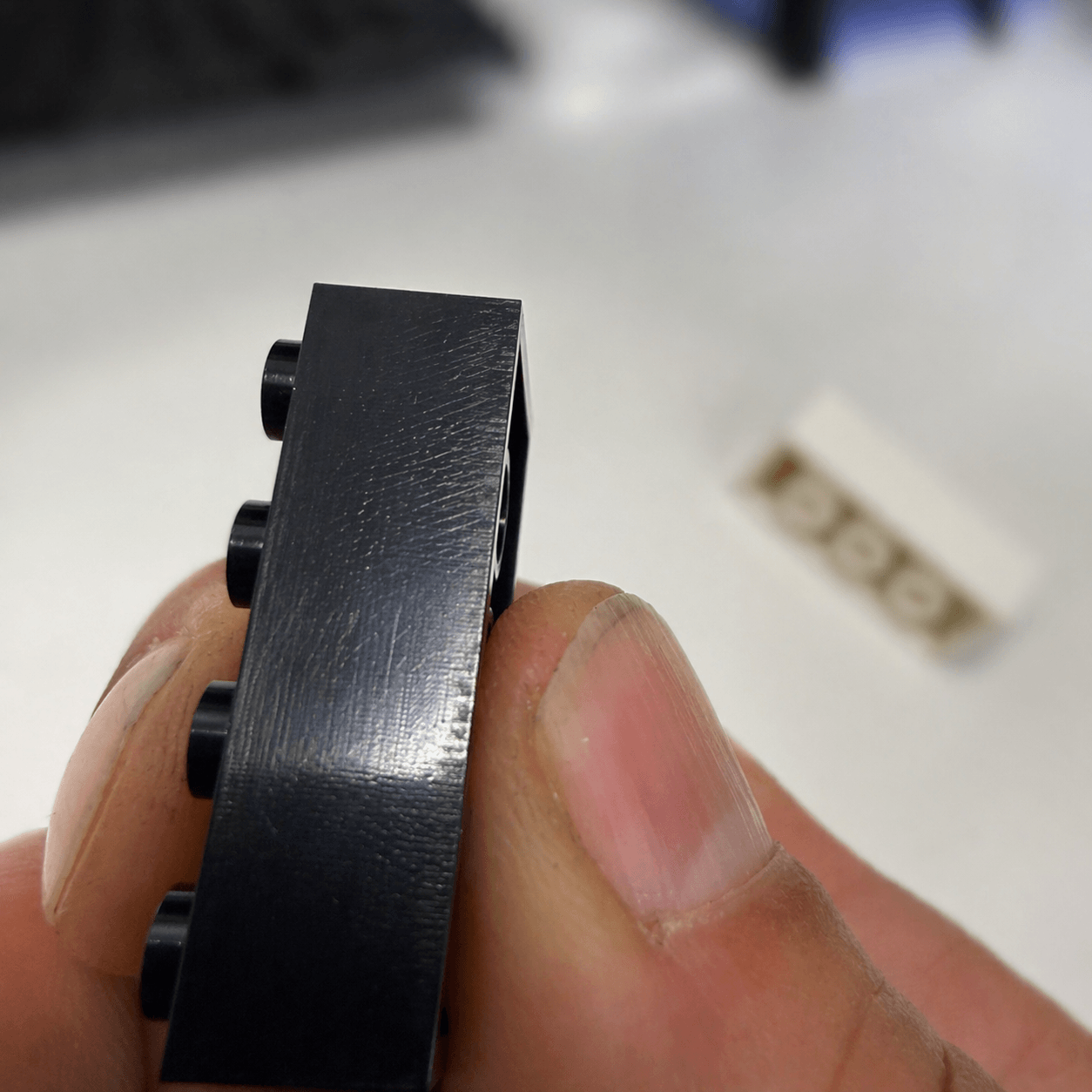
Na prvi pogled je bil izziv videti preprost. Plastični gradnik z zrcalno poliranimi površinami in zelo natančnimi dimenzijskimi zahtevami. V resnici pa je šlo za tehnično zelo zahteven projekt.
Ko se je na nas obrnil Q-Bricks®, je bila proizvodnja vedno manj stabilna. Obstoječe orodje za brizganje plastike je bilo na koncu svoje življenjske dobe, težave pa so se iz serije v serijo samo še stopnjevale. Najbolj očitna rešitev bi bila sprememba izdelka.
Vendar je obstajala ključna omejitev: geometrije izdelka ni bilo dovoljeno spreminjati.
Brez sprememb naklonov.
Brez poenostavitev.
Brez konstrukcijskih prilagoditev.
Končni izdelek je moral ostati popolnoma enak. Zato je bilo bistveno vprašanje projekta naslednje:
Ali je mogoče popolnoma izboljšati proizvodnjo, ne da bi spremenili sam izdelek?
Odgovor je bil da — vendar samo s celovito optimizacijo orodja in prenovo konstrukcijske logike kalupa.
Začetne težave: nestabilna proizvodnja, izmet in daljši cikli
Obstoječi kalup je tehnično sicer še deloval. Izdelki so se še vedno proizvajali, vendar je bil proces v ozadju nestabilen, neučinkovit in vse dražji.
Težave so se pojavljale sočasno na več področjih:
- vidne praske na zrcalno poliranih površinah,
- nekonsistentne dimenzije,
- nastajanje sledi razlitja materiala,
- približno 10 % izmeta,
- pogoste prekinitve proizvodnje,
- stalni vzdrževalni posegi,
- predolg proizvodni cikel.
Takšne situacije so pri brizganju plastike zelo pogoste. Veliko proizvajalcev poskuša težave reševati neposredno na stroju, z začasnimi prilagoditvami, kot so:
- sprememba procesnih parametrov,
- znižanje hitrosti brizganja,
- spremembe hlajenja,
- dodatni vzdrževalni cikli.
Vendar so to običajno le začasni popravki.
Pravi vzrok težav se pogosto skriva veliko globlje — v sami konstrukciji orodja.
In prav to se je pokazalo tudi v tem primeru.
Zakaj staro orodje ni več zagotavljalo stabilne proizvodnje
Po podrobni tehnični analizi obstoječega orodja je bilo hitro jasno, da je bilo v zasnovi več ključnih pomanjkljivosti.
1. Napačna izbira jekla za orodje
Izbrano orodno jeklo ni bilo primerno za doseganje in dolgoročno ohranjanje prave kakovosti zrcalnega poliranja.
Z obrabo so se napake na površini začele neposredno odražati tudi na končnem izdelku.
Pri vizualno zahtevnih plastičnih komponentah izbira jekla ni postranska odločitev. Neposredno vpliva na:
- kakovost površine,
- vzdržljivost orodja,
- pogostost vzdrževanja,
- dolgoročno stabilnost proizvodnje.
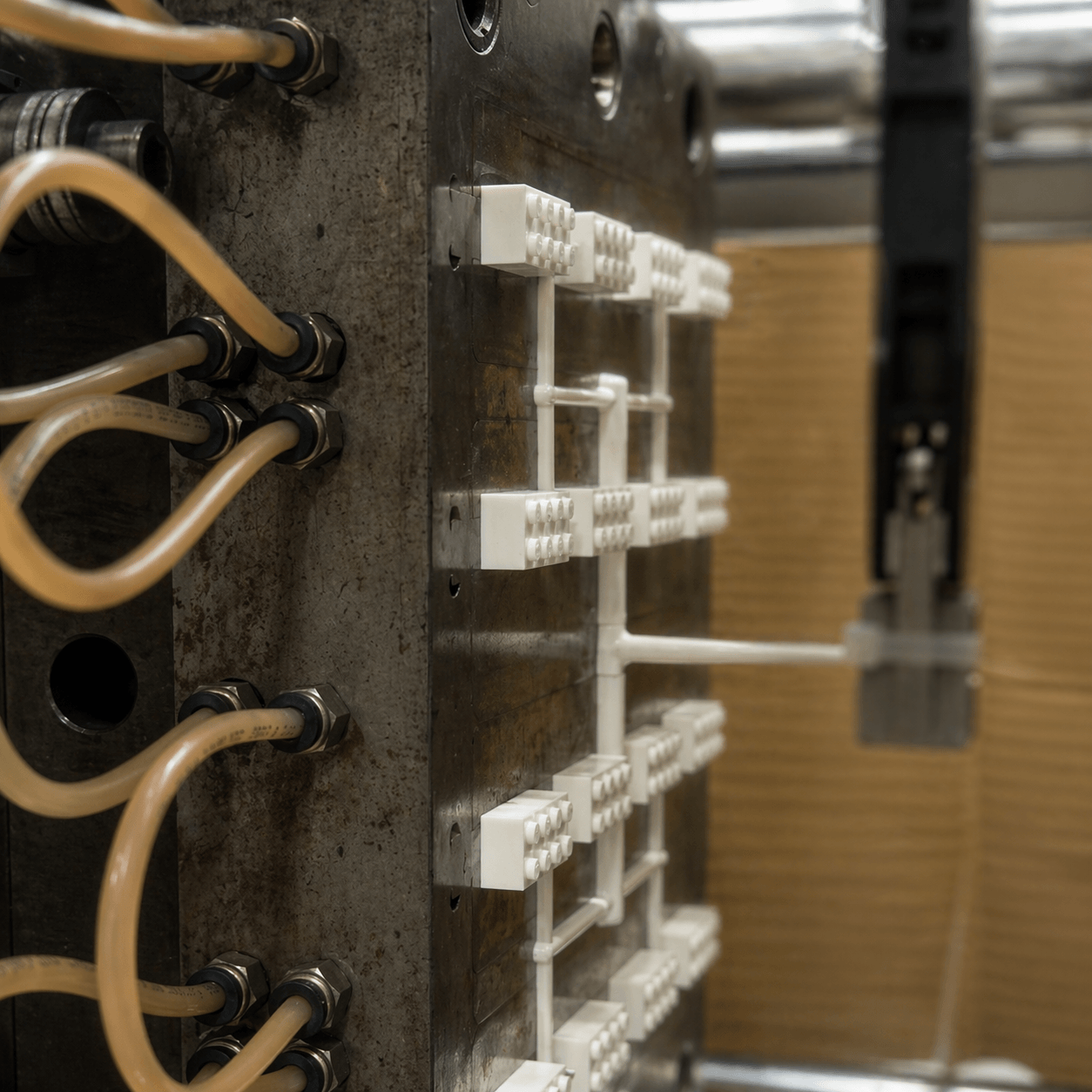
2. Preveč vložkov v kritičnih območjih
Prvotna zasnova je uporabljala preveliko število vložkov. Čeprav lahko vložki v določenih primerih poenostavijo izdelavo orodja, prevelika segmentacija ustvari dodatne delilne ravnine in točke obrabe.
Sčasoma je to povzročalo:
- iztis materiala,
- dimenzijska odstopanja,
- več vzdrževanja,
- slabšo ponovljivost proizvodnje.
Namesto večje fleksibilnosti je takšna zasnova zmanjšala splošno stabilnost procesa.
3. Predimenzioniran dolivni sistem
Geometrija dolivnega sistema je bila prevelika, kar je pomenilo večjo maso materiala in daljši čas hlajenja pred izmetom izdelka.
Posledica je bila enostavna: daljši cikel brez dejanske koristi za kakovost izdelka.
Pri serijski proizvodnji že nekaj odvečnih sekund na cikel pomeni velik stroškovni vpliv na dolgi rok.
4. Neučinkovita zasnova hlajenja
Hlajenje ni bilo ustrezno optimizirano glede na geometrijo izdelka in njegove vizualne zahteve.
Neenakomerno toplotno obnašanje je vplivalo na:
- dimenzijsko stabilnost,
- ponovljivost cikla,
- skupno učinkovitost proizvodnje.
Hlajenje je eden najbolj podcenjenih elementov pri izdelavi orodij, v praksi pa prav pogosto odloča, ali bo kalup zelo produktiven ali trajno problematičen.
5. Neustrezna izmetalna strategija
Izmetalni sistem ni bil prilagojen lastnostim izdelka.
Ker je imel kos:
- 0° naklone,
- zrcalno polirane površine,
- in zelo tesne tolerance,
je način izmeta postal ključen za kakovost izdelka.
Obstoječa rešitev je povečala tveganje za:
- poškodbe površin,
- deformacije,
- neenakomerno sproščanje izdelka iz orodja
Tehnični izziv: izboljšati proizvodnjo brez spremembe geometrije
Najtežji del projekta ni bil izboljšati proizvodnjo. Najtežji del je bil izboljšati proizvodnjo, pri tem pa ohraniti popolnoma vse lastnosti obstoječe geometrije izdelka. Omejitve so bile zelo zahtevne:
- 0° nakloni,
- zrcalno polirane površine,
- tolerance ±0,02 mm,
- brez dovoljenih konstrukcijskih sprememb.
To je pomenilo, da je moralo samo orodje za brizganje plastike kompenzirati vse procesne izzive. Ni bilo prostora za bližnjice. Vsaka inženirska odločitev je morala neposredno izboljšati:
- stabilnost,
- ponovljivost,
- kakovost površine,
- učinkovitost proizvodnje.
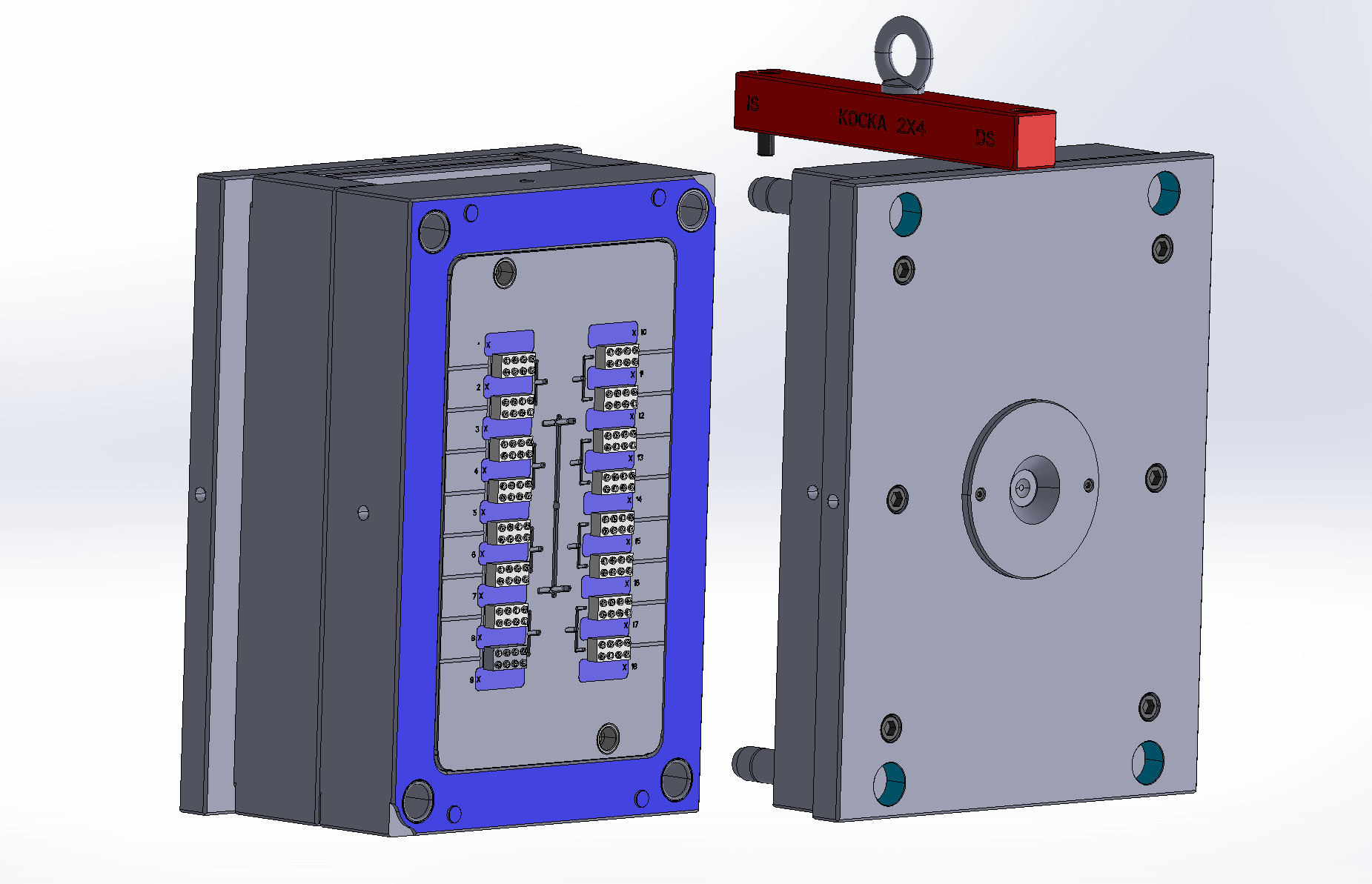
Naša rešitev: prenova orodja z osredotočenostjo na dejanske vzroke težav
Pri projektu nismo spreminjali vsega po nepotrebnem. Osredotočili smo se izključno na odločitve, ki so res vplivale na zmogljivost in stabilnost proizvodnje.
Optimizirana izbira jekla
Nadgradili smo izbiro jekla posebej za doseganje kakovostnega zrcalnega poliranja in boljše dolgoročne obstojnosti. S tem smo zagotovili:
- stabilno kakovost površine,
- manj obrabe,
- boljšo dolgoročno ponovljivost.
Poenostavljena zasnova vložkov
Kjer je bilo mogoče, smo zmanjšali kompleksnost vložkov in poenostavili arhitekturo orodja. To je zmanjšalo:
- tveganje za iztis materiala,
- število obrabnih mest,
- tolerančna odstopanja,
- potrebo po vzdrževanju
- znižalo je ceno izdelave orodja.
Rezultat je bila bistveno stabilnejša platforma za serijsko proizvodnjo.
Prenovljen dolivni sistem
Dolivni sistem smo optimizirali tako, da smo odstranili nepotrebne hladilne zamude in zmanjšali maso materiala v dolivnem delu. To je takoj izboljšalo učinkovitost cikla, ne da bi vplivalo na kakovost izdelka.
Izboljšano hlajenje in izmet
Hlajenje in izmetalni sistem smo zasnovali kot povezano, integrirano rešitev. To je omogočilo:
- hitrejšo toplotno stabilizacijo,
- varnejši izmet izdelka,
- krajše cikle,
- bolj predvidljivo in ponovljivo proizvodnjo.
Najpomembneje pa je bilo, da je rešitev ostala:
- enostavna,
- robustna,
- proizvodno usmerjena.
Brez nepotrebne kompleksnosti. Brez preinženiringa.
Samo tehnične odločitve, ki so odpravile resnične vzroke težav.
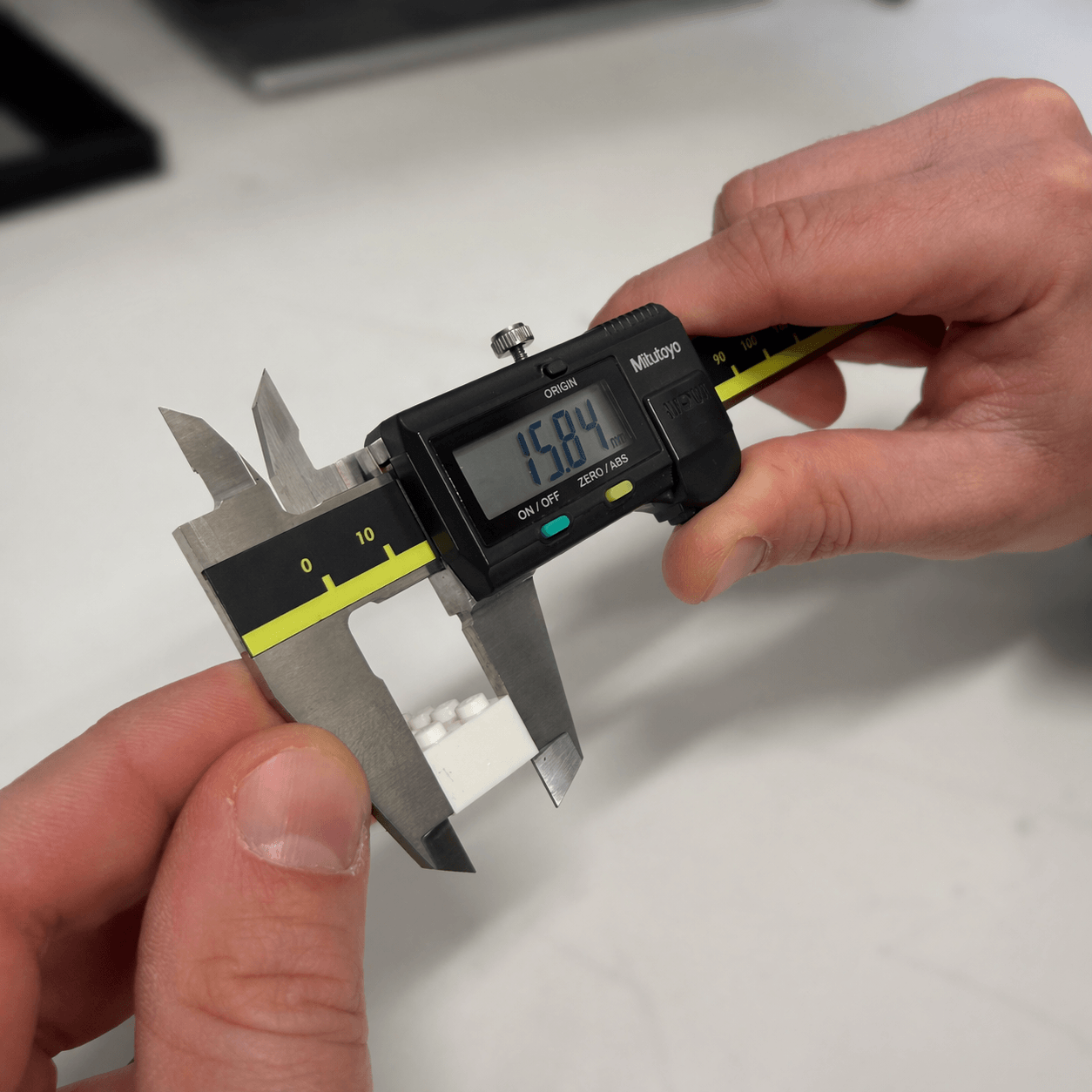
Rezultati: enak izdelek, popolnoma drugačna proizvodnja
Končni izdelek je ostal popolnoma enak. Toda proizvodna učinkovitost se je bistveno spremenila. Po uvedbi nove zasnove orodja je Q-Bricks® dosegel:
- brezhibno kakovost površine,
- stabilne dimenzije znotraj tolerance ±0,02 mm,
- popolnoma ponovljivo proizvodnjo,
- 20 % krajši proizvodni cikel,
- zmanjšanje izmeta z okoli 10 % na 0 %,
- odpravo proizvodnih prekinitev,
- minimalne potrebe po vzdrževanju.
Vse to smo dosegli:
- brez spremembe geometrije izdelka,
- brez dodatne konstrukcijske zapletenosti,
- brez dodatnih stroškov v proizvodnji
.png)
Kaj ta projekt dokazuje
Ta projekt zelo jasno pokaže eno pogosto zmotno prepričanje v industriji: Veliko proizvodnih težav se rešuje na stroju, čeprav njihov pravi izvor nastane že veliko prej — v fazi konstrukcije in projektiranja orodja.
Z nastavitvami stroja ni mogoče trajno odpraviti težav, kot so:
- slaba logika hlajenja,
- napačna izbira jekla,
- nestabilna zasnova vložkov,
- neustrezen koncept izmeta.
Resnična proizvodna stabilnost se začne v inženiringu. Prav tam nastanejo največje izboljšave:
- manj izmeta,
- hitrejši cikli,
- manj vzdrževanja,
- bolj zanesljiv proces,
- višja kakovost izdelkov.
O podjetju Plastit
V podjetju Plastit smo specializirani za zahtevne projekte brizganja plastike, kjer so ključni natančnost, ponovljivost in stabilna serijska proizvodnja.
Naročnikom pomagamo pri:
- razvoju in optimizaciji orodij za brizganje plastike,
- izdelavi natančnih plastičnih komponent,
- prototipni in serijski proizvodnji,
- optimizaciji ciklov,
- stabilizaciji proizvodnih procesov.
Če se v vaši proizvodnji pojavljajo težave, kot so:
- nestabilna kakovost,
- razlivanje materiala,
- predolgi cikli,
- previsok izmet,
- pogosti servisni posegi, je vzrok pogosto veliko starejši od samega stroja. In prav tam ga v Plastitu tudi rešujemo.
Potrebujete pomoč pri zahtevnem projektu brizganja plastike?
Če imate težave z obstoječim orodjem, nestabilno proizvodnjo ali previsokim izmetom, vam pomagamo analizirati pravi vzrok težav in predlagati tehnično učinkovito rešitev.
Kontaktirajte nas in skupaj preverimo vaš izdelek, kalup ali proizvodni proces.
.png)