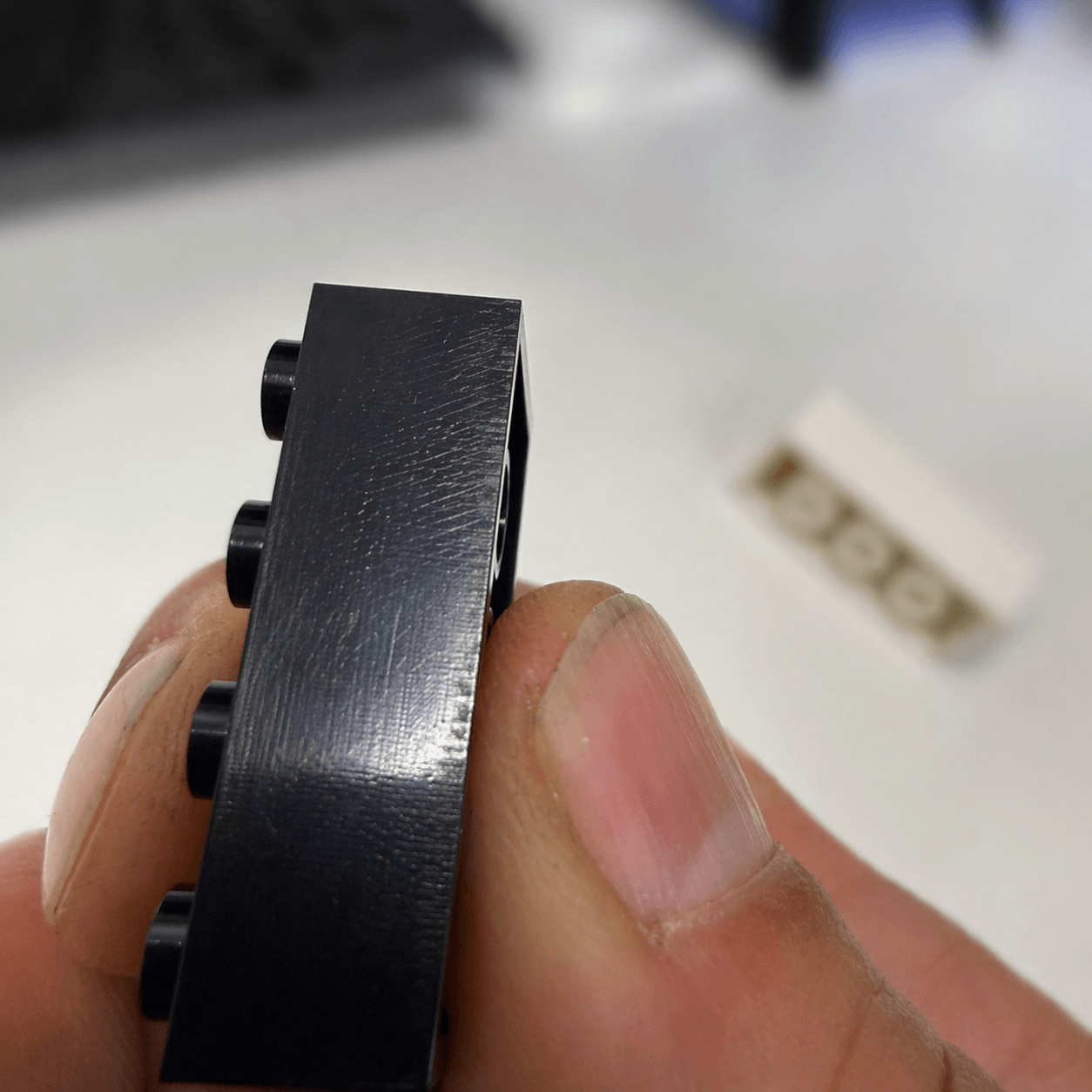
Auf den ersten Blick wirkte die Herausforderung einfach. Ein Kunststoffbaustein mit spiegelpolierten Oberflächen und sehr engen Maßanforderungen. In Wirklichkeit handelte es sich jedoch um ein technisch sehr anspruchsvolles Projekt.
Als Q-Bricks® auf uns zukam, wurde die Produktion immer instabiler. Das bestehende Spritzgusswerkzeug hatte das Ende seiner Lebensdauer erreicht, und die Probleme verschärften sich von Produktionslauf zu Produktionslauf. Die naheliegendste Lösung wäre eine Änderung des Produkts gewesen.
Es gab jedoch eine entscheidende Einschränkung: Die Geometrie des Bauteils durfte nicht verändert werden.
Keine Änderungen an Entformungsschrägen.
Keine Vereinfachungen.
Keine konstruktiven Anpassungen.
Das Endprodukt musste exakt gleich bleiben. Daraus ergab sich die zentrale Projektfrage:
Ist es möglich, die Produktionsleistung vollständig zu verbessern, ohne das Bauteil selbst zu verändern?
Die Antwort war ja — aber nur durch eine umfassende Werkzeugoptimierung und eine grundlegende Neugestaltung der Werkzeuglogik.
Ausgangsprobleme: Instabile Produktion, Ausschuss und längere Zykluszeiten
Das bestehende Werkzeug funktionierte technisch zwar noch. Es wurden weiterhin Teile produziert, doch der Prozess dahinter war instabil, ineffizient und zunehmend kostenintensiv.
Die Probleme traten gleichzeitig in mehreren Bereichen auf:
- sichtbare Kratzer auf spiegelpolierten Oberflächen,
- inkonsistente Abmessungen,
- Gratbildung,
- ca. 10 % Ausschuss,
- häufige Produktionsunterbrechungen,
- ständige Wartungseingriffe,
- unnötig lange Zykluszeiten.
Solche Situationen sind beim Kunststoffspritzguss sehr häufig. Viele Hersteller versuchen, solche Probleme direkt an der Maschine mit temporären Anpassungen zu lösen, zum Beispiel durch:
- Änderung der Prozessparameter,
- Reduzierung der Einspritzgeschwindigkeit,
- Anpassung der Kühlung,
- zusätzliche Wartungszyklen.
Doch das sind in der Regel nur kurzfristige Korrekturen.
Die eigentliche Ursache der Probleme liegt oft viel tiefer — in der Werkzeugkonstruktion selbst.
Und genau das war auch hier der Fall.
Warum das alte Werkzeug keine stabile Produktion mehr gewährleistete
Nach einer detaillierten technischen Analyse des bestehenden Werkzeugs wurde schnell klar, dass die Konstruktion mehrere kritische Schwachstellen aufwies.
1. Falsche Auswahl des Werkzeugstahls
Der gewählte Werkzeugstahl war nicht geeignet, um eine echte Spiegelpolitur langfristig zu erreichen und zu erhalten.
Mit zunehmendem Verschleiß wurden Oberflächenfehler direkt auf dem Endprodukt sichtbar.
Bei optisch anspruchsvollen Kunststoffkomponenten ist die Auswahl des Stahls keine Nebensache. Sie beeinflusst direkt:
- die Oberflächenqualität,
- die Werkzeuglebensdauer,
- die Wartungshäufigkeit,
- die langfristige Produktionsstabilität.
2. Zu viele Einsätze in kritischen Bereichen
Die ursprüngliche Konstruktion verwendete zu viele Einsätze. Einsätze können die Werkzeugherstellung in bestimmten Fällen vereinfachen, doch eine zu starke Segmentierung schafft zusätzliche Trennebenen und Verschleißstellen.
Im Laufe der Zeit führte dies zu:
- Gratbildung,
- Maßabweichungen,
- höherem Wartungsaufwand,
- geringerer Wiederholgenauigkeit in der Produktion.
Statt mehr Flexibilität zu schaffen, verringerte diese Konstruktion die allgemeine Prozessstabilität.
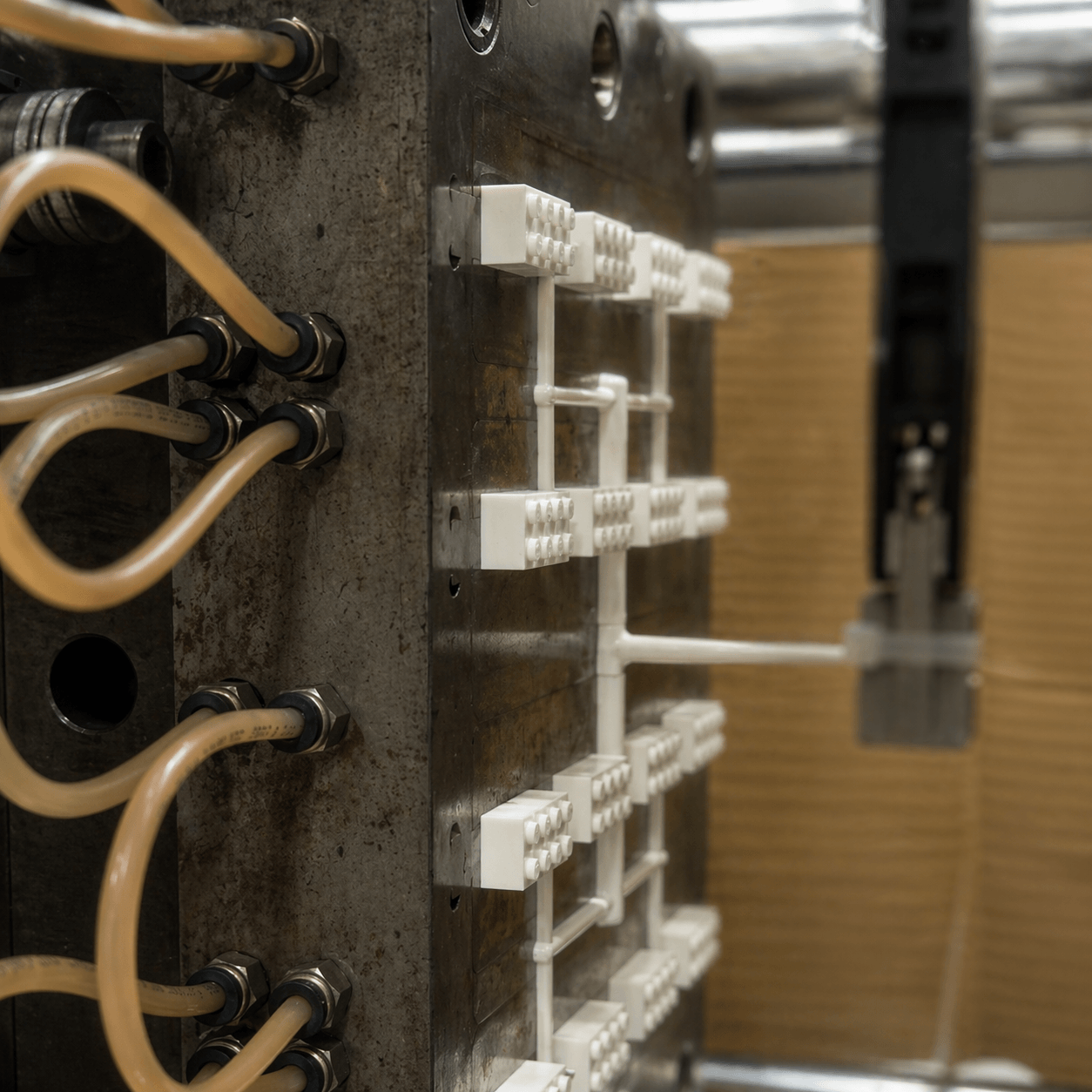
3. Überdimensioniertes Angusssystem
Die Geometrie des Angusssystems war zu groß, was mehr Materialmasse und eine längere Kühlzeit vor dem Auswerfen bedeutete.
Die Folge war einfach: eine längere Zykluszeit ohne echten Nutzen für die Bauteilqualität.
In der Serienproduktion können schon wenige unnötige Sekunden pro Zyklus langfristig erhebliche Kosten verursachen.
4. Ineffiziente Kühlungsauslegung
Das Kühlsystem war nicht ausreichend auf die Geometrie des Bauteils und dessen optische Anforderungen abgestimmt.
Ein ungleichmäßiges thermisches Verhalten beeinflusste:
- die Maßstabilität,
- die Wiederholbarkeit des Zyklus,
- die gesamte Produktionseffizienz.
Die Kühlung ist einer der am meisten unterschätzten Faktoren im Werkzeugbau. In der Praxis entscheidet sie jedoch oft darüber, ob ein Werkzeug hochproduktiv oder dauerhaft problematisch ist.
5. Ungeeignete Entformungsstrategie
Das Auswerfersystem war nicht auf die Eigenschaften des Bauteils abgestimmt.
Da das Teil folgende Merkmale hatte:
- 0° Entformungsschrägen,
- spiegelpolierte Oberflächen,
- und sehr enge Toleranzen,
wurde die Entformungsmethode entscheidend für die Produktqualität.
Die bestehende Lösung erhöhte das Risiko für:
- Oberflächenschäden,
- Verformungen,
- ein ungleichmäßiges Lösen des Bauteils aus dem Werkzeug.
Die technische Herausforderung: Produktion verbessern, ohne die Geometrie zu verändern
Der schwierigste Teil des Projekts war nicht, die Produktion zu verbessern. Die eigentliche Herausforderung bestand darin, die Produktion zu verbessern und dabei alle Eigenschaften der bestehenden Bauteilgeometrie vollständig zu erhalten. Die Rahmenbedingungen waren äußerst anspruchsvoll:
- 0° Entformungsschrägen,
- spiegelpolierte Oberflächen,
- Toleranzen von ±0,02 mm,
- keine zulässigen Konstruktionsänderungen.
Das bedeutete, dass das Spritzgusswerkzeug selbst alle Produktionsherausforderungen kompensieren musste. Es gab keinen Raum für Abkürzungen. Jede technische Entscheidung musste direkt verbessern:
- Stabilität,
- Wiederholbarkeit,
- Oberflächenqualität,
- Produktionseffizienz.
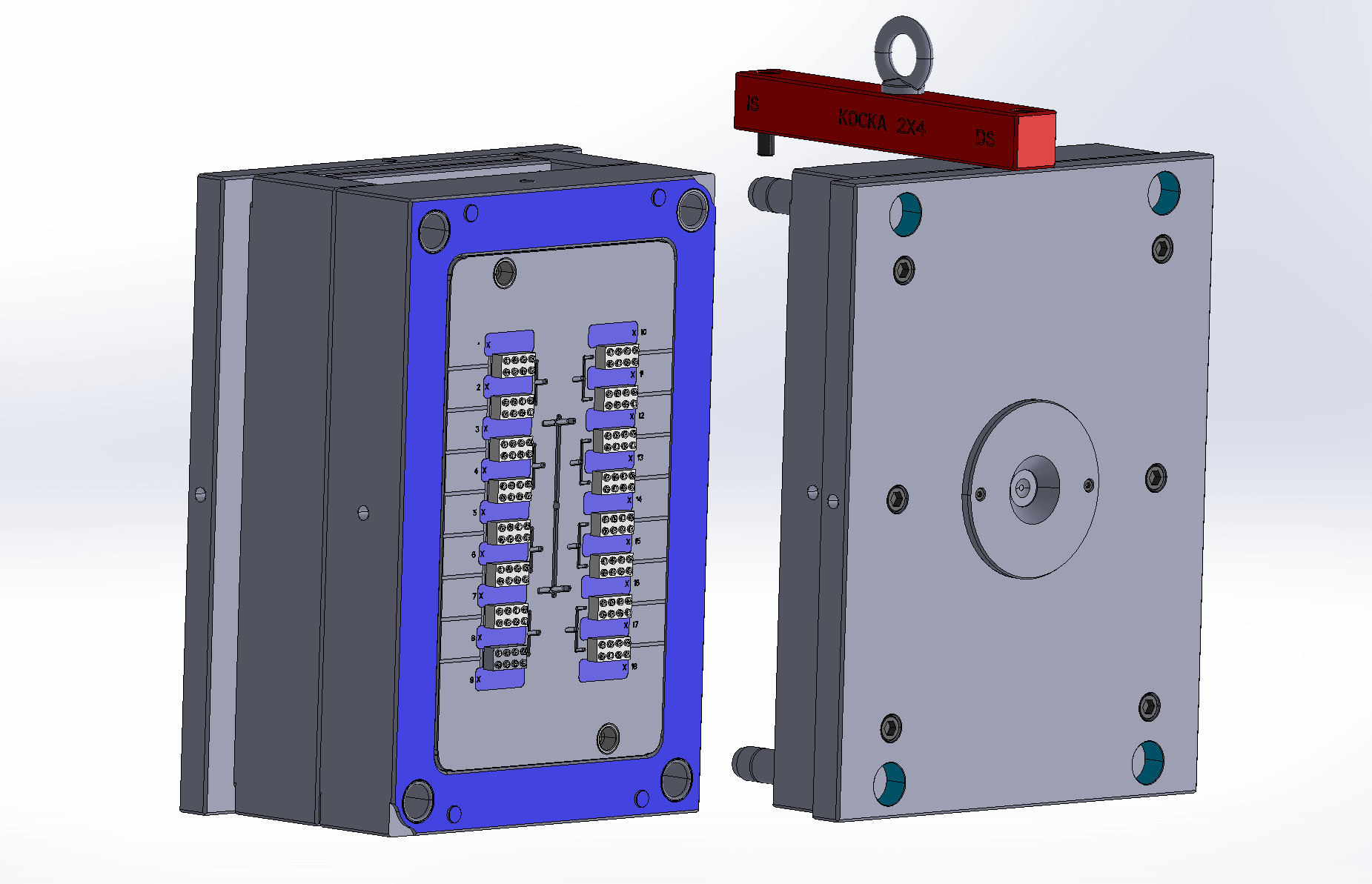
Unsere Lösung: Neugestaltung des Werkzeugs mit Fokus auf die tatsächlichen Ursachen
Wir haben nicht unnötig alles verändert. Wir haben uns ausschließlich auf die Entscheidungen konzentriert, die die Leistung und Produktionsstabilität tatsächlich beeinflussten.
Optimierte Stahlauswahl
Wir haben die Stahlauswahl gezielt verbessert, um eine hochwertige Spiegelpolitur und eine bessere langfristige Beständigkeit zu erreichen. Dadurch wurde Folgendes sichergestellt:
- stabile Oberflächenqualität,
- geringerer Verschleiß,
- bessere langfristige Wiederholgenauigkeit.
Vereinfachte Einsatzkonstruktion
Wo immer möglich, haben wir die Komplexität der Einsätze reduziert und die Werkzeugarchitektur vereinfacht. Dadurch wurden reduziert:
- das Risiko von Gratbildung,
- die Anzahl der Verschleißstellen,
- Toleranzabweichungen,
- der Wartungsbedarf,
- und die Werkzeugherstellungskosten.
Das Ergebnis war eine deutlich stabilere Basis für die Serienproduktion.
Neugestaltetes Angusssystem
Wir haben das Angusssystem optimiert, indem wir unnötige Kühlverzögerungen eliminiert und die Materialmasse im Angussbereich reduziert haben. Dadurch wurde die Zykluseffizienz sofort verbessert, ohne die Bauteilqualität zu beeinträchtigen.
Verbesserte Kühlung und Entformung
Wir haben die Kühlauslegung und das Auswerfersystem als integrierte Gesamtlösung neu konzipiert. Dadurch wurde Folgendes ermöglicht:
- schnellere thermische Stabilisierung,
- sichereres Auswerfen der Teile,
- kürzere Zykluszeiten,
- vorhersehbarere und wiederholbare Produktion.
Am wichtigsten war jedoch, dass die Lösung:
- einfach,
- robust,
- und produktionsorientiert
blieb. Keine unnötige Komplexität. Kein Overengineering.
Nur technische Entscheidungen, die die tatsächlichen Ursachen der Probleme beseitigt haben.
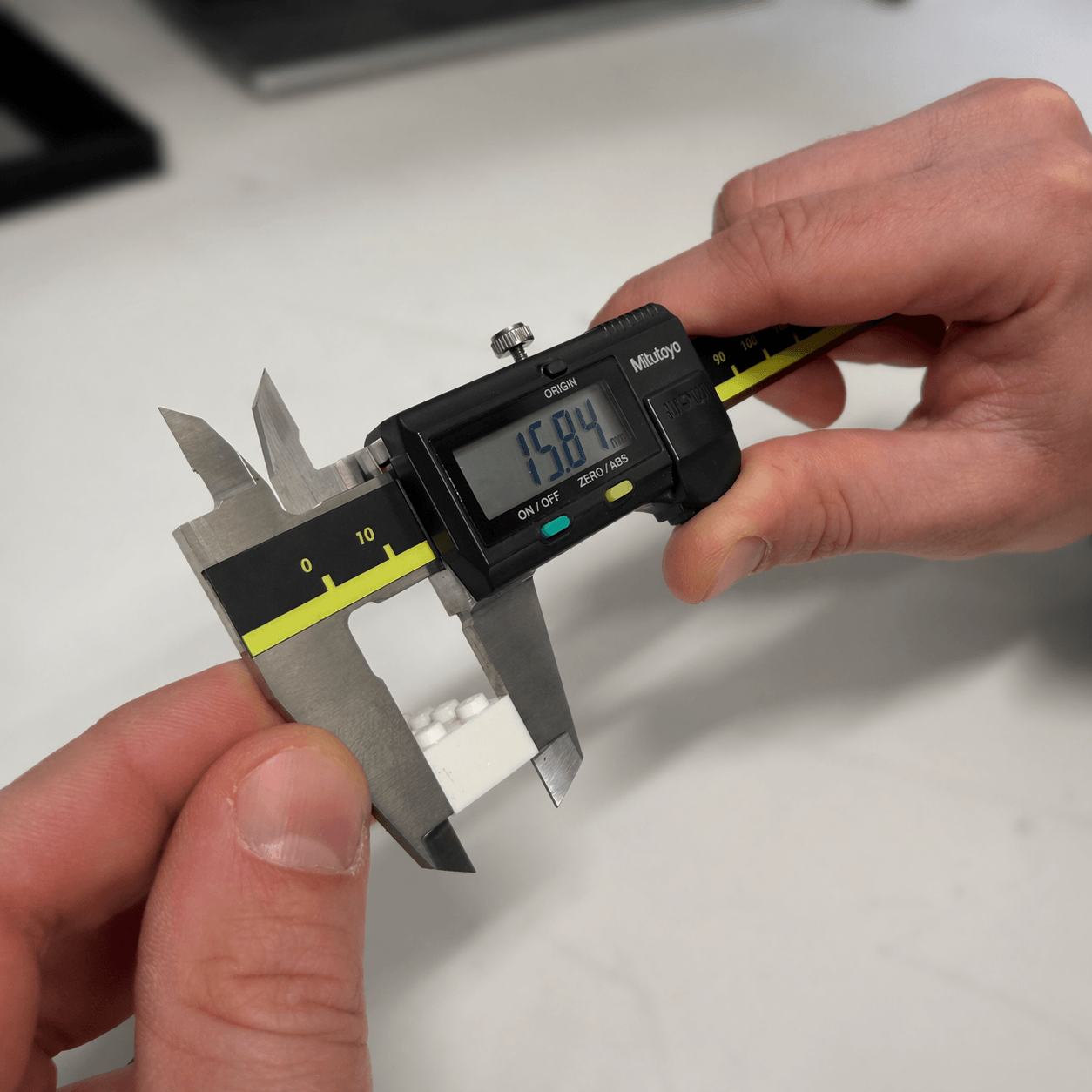
Ergebnisse: Gleiches Produkt, völlig andere Produktionsleistung
Das Endprodukt blieb exakt gleich. Doch die Produktionsleistung veränderte sich grundlegend. Nach der Einführung des neuen Werkzeugdesigns erreichte Q-Bricks®:
- einwandfreie Oberflächenqualität,
- stabile Abmessungen innerhalb von ±0,02 mm,
- vollständig wiederholbare Produktion,
- 20 % kürzere Zykluszeit,
- Reduzierung des Ausschusses von etwa 10 % auf 0 %,
- Beseitigung von Produktionsunterbrechungen,
- minimalen Wartungsbedarf.
All das haben wir erreicht:
- ohne die Bauteilgeometrie zu verändern,
- ohne zusätzliche konstruktive Komplexität,
- ohne zusätzliche Produktionskosten.
.png)
Was dieses Projekt zeigt
Dieses Projekt zeigt sehr deutlich ein häufiges Missverständnis in der Fertigung: Viele Produktionsprobleme werden an der Maschine behandelt, obwohl ihre eigentliche Ursache viel früher entsteht — in der Phase der Werkzeugkonstruktion und Entwicklung.
Mit Maschinenparametern lassen sich Probleme wie die folgenden nicht dauerhaft lösen:
- schlechte Kühllogik,
- falsche Stahlauswahl,
- instabile Einsatzkonstruktion,
- ein ungeeignetes Entformungskonzept.
Echte Produktionsstabilität beginnt im Engineering. Genau dort entstehen die größten Verbesserungen:
- weniger Ausschuss,
- schnellere Zyklen,
- weniger Wartung,
- zuverlässigere Prozesse,
- höhere Produktqualität.
Über Plastit
Wir bei Plastit sind auf anspruchsvolle Projekte im Kunststoffspritzguss spezialisiert, bei denen Präzision, Wiederholbarkeit und eine stabile Serienproduktion entscheidend sind.
Wir unterstützen unsere Kunden bei:
- der Entwicklung und Optimierung von Spritzgusswerkzeugen,
- der Herstellung präziser Kunststoffkomponenten,
- der Prototypen- und Serienproduktion,
- der Optimierung von Zykluszeiten,
- der Stabilisierung von Produktionsprozessen.
Wenn in Ihrer Produktion Probleme auftreten wie:
- instabile Qualität,
- Gratbildung,
- zu lange Zykluszeiten,
- zu hohe Ausschussraten,
- häufige Wartungseingriffe, liegt die eigentliche Ursache oft viel früher als an der Maschine selbst. Und genau dort lösen wir sie bei Plastit.
Benötigen Sie Unterstützung bei einem anspruchsvollen Kunststoffspritzgussprojekt?
Wenn Sie Probleme mit einem bestehenden Werkzeug, instabiler Produktion oder zu hohem Ausschuss haben, helfen wir Ihnen, die tatsächliche Ursache zu analysieren und eine technisch effiziente Lösung vorzuschlagen.
Kontaktieren Sie uns und lassen Sie uns gemeinsam Ihr Bauteil, Werkzeug oder Ihren Produktionsprozess prüfen.
.png)