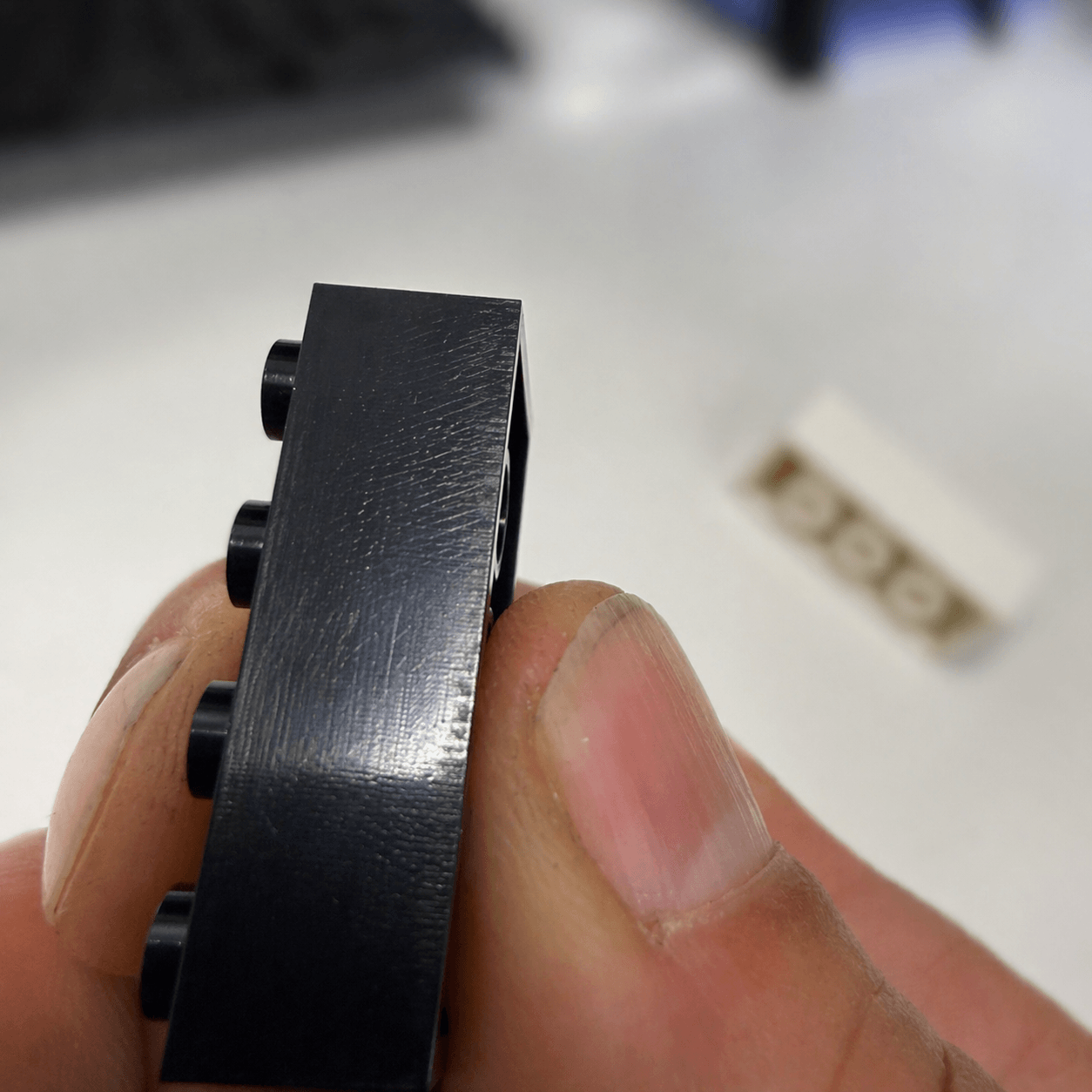
At first glance, the challenge looked simple. A plastic building block with mirror-polished surfaces and very tight dimensional requirements. In reality, however, this was a highly demanding technical project.
When Q-Bricks® approached us, production was becoming increasingly unstable. The existing injection mould had reached the end of its service life, and the issues were becoming more severe with every production run. The most obvious solution would have been to redesign the product.
However, there was one critical limitation: the part geometry could not be changed.
No draft angle modifications.
No simplifications.
No design adjustments.
The final product had to remain exactly the same. That led to the key project question:
Is it possible to completely improve production performance without changing the part itself?
The answer was yes — but only through comprehensive mould optimization and a complete redesign of the mould logic.
Initial Problems: Unstable Production, Scrap, and Longer Cycle Times
The existing mould was still technically functional. Parts were still being produced, but the process behind it was unstable, inefficient, and increasingly expensive.
The problems appeared simultaneously in several areas:
- visible scratches on mirror-polished surfaces,
- inconsistent dimensions,
- flash formation,
- approximately 10% scrap,
- frequent production interruptions,
- constant maintenance interventions,
- unnecessarily long cycle times.
Situations like this are common in plastic injection moulding. Many manufacturers try to solve such issues directly on the machine through temporary adjustments, such as:
- changing process parameters,
- reducing injection speed,
- modifying cooling settings,
- adding extra maintenance cycles.
But these are usually only temporary fixes.
The real cause of the problems often lies much deeper — in the mould design itself.
And that was exactly the case here.
Why the Old Mould No Longer Ensured Stable Production
After a detailed technical analysis of the existing mould, it quickly became clear that the design had several critical weaknesses.
1. Incorrect Tool Steel Selection
The selected tool steel was not suitable for achieving and maintaining true mirror-polish quality over the long term.
As wear increased, surface defects started to appear directly on the final product.
For visually demanding plastic components, steel selection is not a secondary decision. It directly affects:
- surface quality,
- tool durability,
- maintenance frequency,
- long-term production stability.
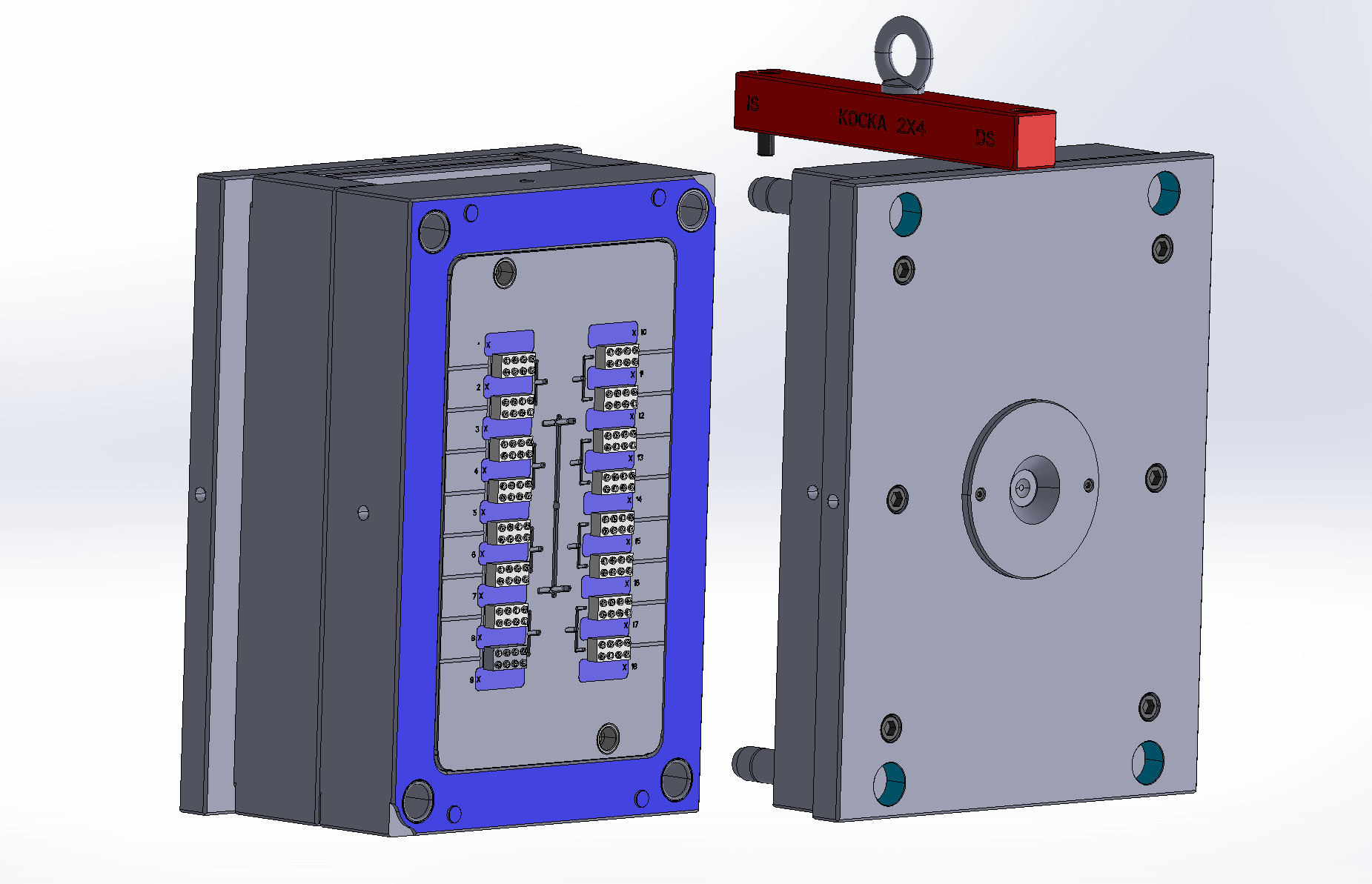
2. Too Many Inserts in Critical Areas
The original design used too many inserts. While inserts can simplify mould manufacturing in certain cases, excessive segmentation creates additional parting lines and wear points.
Over time, this resulted in:
- flash formation,
- dimensional variation,
- increased maintenance,
- lower production repeatability.
Instead of improving flexibility, this design reduced overall process stability.
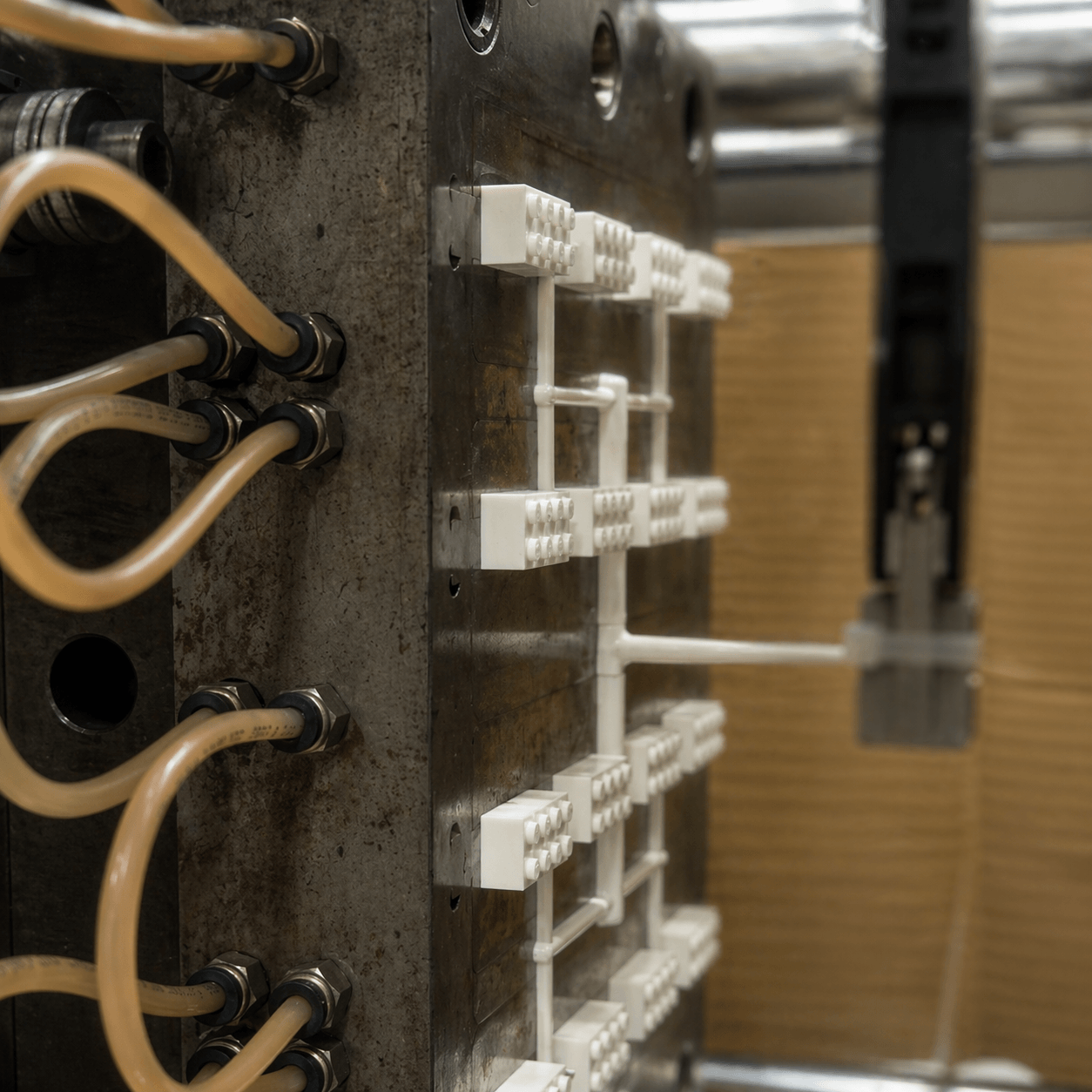
3. Oversized Sprue Design
The sprue geometry was too large, which meant more material mass and longer cooling time before ejection.
The consequence was simple: a longer cycle time without any real benefit to part quality.
In serial production, even a few unnecessary seconds per cycle can have a major cost impact over time.
4. Inefficient Cooling Design
The cooling system was not properly optimized for the part geometry and its visual requirements.
Uneven thermal behaviour affected:
- dimensional stability,
- cycle repeatability,
- overall production efficiency.
Cooling is one of the most underestimated elements in toolmaking, yet in practice it often determines whether a mould will be highly productive or permanently problematic.
5. Inadequate Ejection Strategy
The ejection system was not adapted to the properties of the part.
Because the component had:
- 0° draft angles,
- mirror-polished surfaces,
- and very tight tolerances,
the ejection method became critical to product quality.
The existing solution increased the risk of:
- surface damage,
- deformation,
- inconsistent part release from the mould.
The Technical Challenge: Improving Production Without Changing the Geometry
The most difficult part of the project was not improving production. The real challenge was improving production while preserving every aspect of the existing part geometry. The constraints were extremely demanding:
- 0° draft angles,
- mirror-polished surfaces,
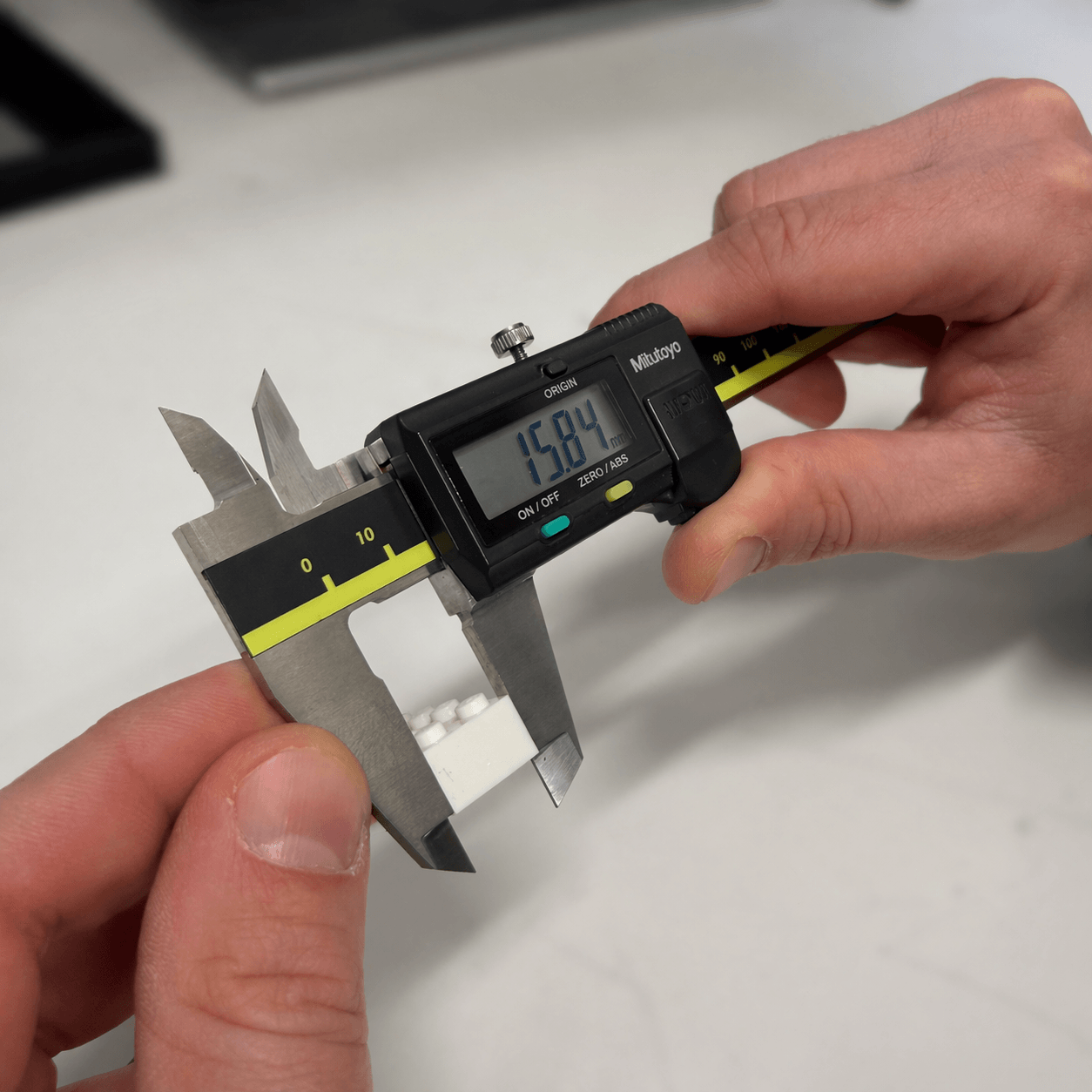
- tolerances of ±0.02 mm,
- no permitted design modifications.
This meant that the injection mould itself had to compensate for all production challenges. There was no room for shortcuts. Every engineering decision had to directly improve:
- stability,
- repeatability,
- surface quality,
- production efficiency.
Our Solution: Redesigning the Mould by Focusing on the Real Causes
We did not change everything unnecessarily. We focused only on the decisions that truly affected performance and production stability.
Optimized Steel Selection
We upgraded the steel selection specifically to achieve high-quality mirror polishing and better long-term durability. This ensured:
- stable surface quality,
- lower wear,
- better long-term repeatability.
Simplified Insert Design
Wherever possible, we reduced insert complexity and simplified the mould architecture. This reduced:
- flash risk,
- the number of wear points,
- tolerance variation,
- maintenance needs,
- and tool manufacturing cost.
The result was a significantly more stable platform for serial production.
Redesigned Sprue System
We optimized the sprue system by eliminating unnecessary cooling delays and reducing the material mass in the sprue area. This immediately improved cycle efficiency without affecting part quality.
Improved Cooling and Ejection
We redesigned the cooling layout and ejection system as one integrated solution. This enabled:
- faster thermal stabilization,
- safer part ejection,
- shorter cycle times,
- more predictable and repeatable production.
Most importantly, the solution remained:
- simple,
- robust,
- production-oriented.
No unnecessary complexity. No overengineering.
Just engineering decisions that eliminated the real root causes.
Results: Same Product, Completely Different Production Performance
The final product remained exactly the same. But production performance changed dramatically. After implementing the new mould design, Q-Bricks® achieved:
- flawless surface quality,
- stable dimensions within ±0.02 mm,
- fully repeatable production,
- 20% shorter cycle time,
- scrap reduction from around 10% to 0%,
- elimination of production interruptions,
- minimal maintenance requirements.
And all of this was achieved:
- without changing the part geometry,
- without adding design complexity,
- without increasing production costs.
_1.png)
What This Project Proves
This project clearly demonstrates one common misconception in manufacturing: many production problems are addressed on the machine, even though their real origin lies much earlier — in the tool design and engineering phase.
Machine settings cannot permanently solve issues such as:
- poor cooling logic,
- incorrect steel selection,
- unstable insert design,
- an inadequate ejection concept.
True production stability starts in engineering. That is where the biggest improvements are created:
- lower scrap,
- faster cycles,
- less maintenance,
- more reliable processes,
- higher product quality.
About Plastit
At Plastit, we specialize in demanding plastic injection moulding projects where precision, repeatability, and stable serial production are critical.
We help customers with:
- development and optimization of injection mould tools,
- manufacturing of precise plastic components,
- prototype and serial production,
- cycle time optimization,
- production process stabilization.
If your production is facing issues such as:
- unstable quality,
- flash formation,
- excessively long cycle times,
- high scrap rates,
- frequent maintenance interventions, the root cause often starts much earlier than the machine itself. And that is exactly where Plastit solves it.
Need Help With a Demanding Plastic Injection Moulding Project?
If you are facing problems with an existing mould, unstable production, or excessive scrap, we can help you identify the real cause and propose an efficient technical solution.
Contact us and let’s review your part, mould, or production process together.
.png)